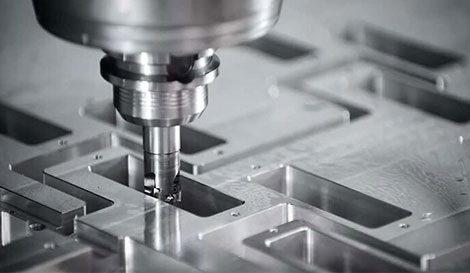
The introduction of computer numerically controlled milling machines was a game-changer in the manufacturing industry. Computer-aided design (CAD) drawings are translated into numerical coordinates by a milling machine that uses CNC, which stands for computer numerical control. These coordinates control the movement of the cutting tool. Not only can labor that is intricate be completed rapidly, but it can also be repeated an unlimited number of times.
One of the limitations of the CNC is that a part sometimes needs to be repositioned before it can be finished. The amount of time spent manually repositioning a part is reduced, and in some cases completely eliminated, by five-axis CNC milling machines.
CNC Milling on Three Axes
The X, Y, and Z axes of a component are each used by a 3-axis CNC machine to perform cutting operations on the component.
Back and forth in a horizontal direction is represented by the X-axis.
The Y-axis represents the direction that is side to side and horizontal.
Z-axis: Up and down, vertical direction Z-axis: Up and down, vertical direction
The cutting table of a 3-axis CNC machine has the ability to move along the X and Y axes in minute increments, which enables the machine to perform intricate cutting. Adjusting the depth of the cut is accomplished by moving the spindle that holds the cutting tool along the Z axis. This allows for vertical movement of the spindle.
One of the shortcomings of the 3-axis machine is that it can only cut along a single plane of the component at a time
What happens if the design of the part calls for cutting on one of the part's sides or all four of the part's sides
Now the component needs to be taken off, turned, and reinstalled in its original location
Not only is it time consuming to halt the machine and rotate the component, but it is also time consuming to reposition the component in such a way that the milling along the new plane is coordinated with the milling that was just completed along a different plane
The 5-axis CNC milling machine was developed as a solution to both the limitation and the additional work.
How does a Computer Numerical Control (5-axis) machine work?
The ability to swivel and rotate the table and tool spindle on a 5-axis CNC milling machine adds two additional axes to the machine's capabilities. The table can swing up into a vertical position from its default horizontal position, providing the milling tools with access to a new plane to work on. This allows the table to remain in its default horizontal position.
Alternately, the spindle that holds the milling tools can be made to work in a horizontal direction in addition to being able to work in a vertical direction. Through the use of this movement, the tool is able to enter the part from the side.
Advantages: Time is saved because the machine does not need to be stopped in order to reposition the component. Intricate work can also be accomplished through the use of very small movements with both the spindle and the table. On a 5-axis machine, components that previously had to be manufactured in a variety of smaller pieces that were produced on a 3-axis machine can now be manufactured as a single, integrated component.
CNC Prototyping: The traditional method of making prototypes, which involves using a mold and casting material, can be quite expensive. However, by utilizing a 5-axis machine, CNC prototyping can assist you in remaining within your financial constraints.
Your Number One Choice for CNC Machining Services is Junying
The CNC machining service provided by Junying is the industry standard. You will receive an instant estimate for CNC machining after you have simply uploaded your design. Before production even begins, our fully automated Design for Manufacturing (DfM) analysis software will identify any potential problems that may arise.
The machining of five axes is distinct from the machining of three and two axes. Milling or machining with a 5-axis CNC machine requires making continuous adjustments to the cutting tool along all five axes. This ensures that the tooltip remains optimally perpendicular to the part being worked on. In spite of the fact that 3+2 machining is also known as 5-sided machining or 5-axis indexed, it is in fact a 3-axis program in which the cutting tool is held in place at an angle that is determined by the two rotational axes. The speed of 5 axis machining is significantly improved compared to that of 3+2 machining because the latter does not require the frequent stopping and starting that is required for tool reorientation during the former process.